Сварка труб ПНД: способы и последовательность действий
Как соединить трубы ПНД: методы сварки и особенности проведения работ

Трубы из пластика сегодня нашли обширное применение во многих сферах жизни человека. На бытовом уровне это – организация трубопроводов для водоснабжения. Можно смело говорить о том, что ПНД трубы по многим параметрам превосходят свои аналоги из металла.
И сегодня все чаще домовладельцы отдают предпочтение именно им, когда решают организовать у себя на участке водопровод.
Тогда-то перед ними и встает вопрос, как соединить трубы ПНД своими руками так, чтобы они обеспечили надежное соединение без протечек и прослужили верой и правдой далеко не один год?
Какие бывают типы соединения ПНД труб, их положительные характеристики
Трубы ПНД – это современные пластиковые трубы, которые изготавливаются из полиэтилена низкого давления, произведенного методом полимеризации этилена при низком давлении.
При всем своем многообразии, все типы соединения (кстати, не только полиэтиленовых труб, но и изготовленных из других материалов) можно поделить на две большие группы:
- Соединения неразъемного типа – реализуемые, как правило, посредством различных сварок;
- А также разъемные соединения – данный тип осуществляется с применением различных соединительных приспособлений и деталей.
Анализ показывает, что именно последний вариант соединения используется чаще всего. И тому «виной» его достоинства:
- Он экономичнее. Нет необходимости, как правило, в приобретении специальной аппаратуры для проведения сварных работ, не нужно платить за работу специалисту;
- Он доступнее, так как данный тип соединения можно реализовать во многих местах, там, где проведение сварочных работ по тем или иным причинам невозможно – под водой, рядом с горючими материалами и т.д.;
- Можно осуществить соединение труб, изготовленных из разных материалов и с разными диаметрами;
- Быстрота исполнения также относится к достоинствам этого способа.
Но и сварной способ обладает своими плюсами:
- Он обеспечивает надежное крепление, которое характеризуется долговечностью;
- Трубы, соединенные сварным способом, не нуждаются в регулярной ревизии, следовательно, их можно замуровать в стену – и забыть про них на долгое время.
Сварной трубопровод имеет существенные преимущества перед трубопроводами состоящими из механических компонентов, т.к. соединение труб сварным способом, является единой неразборной системой из гомогенного материала.
Какому методу отдать предпочтение – это, разумеется, решать самому потребителю, исходя из своих возможностей и из того, какие цели он ставит перед собой, какие требования предъявляет к тому или иному виду соединения.
Метод соединения через у встык
Данный метод применяется, как правило, если приходится иметь дело с трубами со стенками не толще 5 миллиметров.
Чтобы выполнить такой тип соединения, нужно будет проделать следующее:
- Выровнять торцы труб, избавить их вот возможных шероховатоестей;
- Снять фаску примерна на ширину от 2 до 3 миллиметров;
- Провести обезжиривание места сварки;
- Проконтролировать соосность соединяемых между собой торцов;
- Затем между соединяемыми торцам устанавливается нагревательный элемент, сами торцы прижимаются к нагревателю – до их оплавления;
- Нагревательный элемент убирается, торцы прижимаются друг к другу без вращения относительно друг друга. Нужно просто подождать, пока не остынет свариваемый материал.
После того, как соединение было осуществлено, не будет лишним проконтролировать плотность и герметичность соединений. Особенно это важно, если планируется убрать соединяемые таким образом между собой трубы в стену. Ведь впоследствии в случае обнаружения брака на исправление ошибки уйдет значительно больше сил и времени.
Обратите внимание! ПНД трубы, используемые в трубопроводах, которые эксплуатируются под напором, особенно в случае с диаметром от 20 см, потребуют исключительно сварки. Это обусловлено тем, что в случае использования бессварного соединения, участок трубопровода может потерять необходимую жесткость, что, в свою очередь, приведет к деформации участка трубы.
Существует и еще один вариант соединения неразъемного типа. Это так называемый электросварочный фитинг, он же – электромуфтовая сварка.
Чтобы проделать сварку таким способом, потребуется специальная одноразовая муфта, внутрь которой вмонтировано нагревательное устройство. Муфту нужно надеть встык и подключить к источнику электричества.
Как долго следует нагревать – указано в прилагаемой инструкции по установке. Для той или иной модели муфты этот параметр может быть разным.
Стыковая сварка применяется чаще всего для труб с большим диаметром при прокладке трубопроводов, для такого способа соединения труб требуются большие затраты времени.После того, как нагрев произошел, нужно отключить муфту от электричества и дождаться остывания материала. Теперь можно и провести пробный пуск воды для обнаружения возможных протечек.
Достоинством такой электромуфтовой сварки является ее простота, а также высокая степень надежности и прочности соединения.
Такой способ особенно целесообразен в случае необходимости впоследствии спрятать трубы в траншее или в ином труднодоступном месте.
Особенности фитингового соединения ПНД труб
Другим распространенным способом осуществления соединения ПНД труб является соединение при помощи фитингов. В частности, нередко используют так называемые компрессионные фитинги. Они также носят название обжимных раструбов.
Выполняются все работы без какого-либо специализированного оборудования, можно обойтись всего лишь одним ключом. При таком способе можно организовать соединения труб с диаметрами от 20 до 315 миллиметров.
Процесс работы в этом случае будет таким:
- Для начала необходимо подготовить трубы по длине, а также осуществить зачистку торцов от шероховатостей, произвести обезжиривание скрепляемых поверхностей;
- Затем на торцы подготовленных таким образом труб надевается распорное кольцо, выполненное из резины или из полиуретана. Диаметр кольца должен быть равным внутреннему диаметру фитинга;
- На концы труб также надевается затяжная гайка, а также поджимные шайбы – по две на каждую сторону. При этом одна шайба будет выжимать распорное кольцо, а другое – уплотнять гайку дополнительно;
- Соединение, подготовленное таким образом, начинают соединять при помощи гаек до упора с двух сторон.
Фитинг в сантехнике — соединяющая часть трубопроводной системы, которая устанавливается в местах стыковки протоков, разветвляющихся участков устройства, поворотов, сочленениях фрагментов различного диаметра.
Такие компрессионные фитинги имеют преимущество в том, что с их помощью можно провести соединение труб, изготовленных не только из ПНД, но и других материалов. При их монтаже не имеет никакого значения температура окружающей среды.
Особенности проведения соединения фланцевым методом
Данный метод пришел из соединения металлических водопроводных труб. Именно там с помощью такого способа монтируются всевозможные регуляторы, вентили или задвижки, иные приспособления.
Для того, чтобы осуществить соединение таким методом, потребуется сначала к торцам труб наварить специальные полиэтиленовые втулки. Затем на них монтируются металлические фланцы.
При устройстве соединения полиэтиленовых и металлических труб используются свободные фланцы из стали, размер которых соответствует размеру металлических труб.
Можно ли осуществить соединение ПНД труб своими силами
Для того, чтобы правильно ответить на этот вопрос, для начала не будет лишним уточнить, о каком именно трубопроводе идет в данном случае речь. Ведь трубы ПНД можно прокладывать для:
- Организации канализации в частном домовладении, на дачном участке и т.д.;
- Монтажа водопровода, предназначенного для холодной воды (для горячей ПНД трубы не годятся, так как обладают низкой термопластичностью);
- Или же для электропроводки.
В случае оборудования безнапорной канализационной системы соединение труб обычно не вызывает особенных проблем. Труба при этом на одном конце имеет специальное расширение для закладки другого конца трубы, который, в свою очередь, для этого также подготовлен.
Останется лишь вставить один конец трубы в другой и немного поджать соединение. Также не будет лишним в месте стыка провести обработку герметиками.Монтаж уголков, тройников и т.д. в этом плане нисколько не отличается – здесь также конструктивно предусмотрено все для этого.
Для прокладки же электрической проводки применяются как гладкие, так и гофрированные трубы.
Они должны как не допустить проникновение влаги к проводам, так и защитить их от несанкционированного доступа со стороны посторонних лиц, а также защитить проводку от механического воздействия.
Неразъемное соединение чаще всего применяется, если жидкость туда будет подаваться под давлением. Разъемные водопроводы создаются в случае монтажа самотечных систем.
Соединение в этом случае осуществляется методом сварки встык, либо при помощи муфты. В случае с гофрированной трубой применяется и метод горячей обсадки. Для этого нагревается один конец трубы, а другой – холодный – вставляется в него.
После того, как труба остынет, она плотно насаживается на холодный конец, заполняя герметично все промежутки между стенками труб.
Все эти способы соединения можно вполне провести и своими силами. Для этого потребуются минимальные навыки.
По рекомендации специалистов
Иван Родионович Чернышев, специалист-монтажник: Если производится сварка ПНД труб, то при этом нужно следить за тем, чтобы выполнялись следующие условия. Во-первых, сварной шов не должен быть расположен ниже внешней поверхности труб.
Во-вторых, во время сваривания нужно следить за тем, чтобы смещение соединяемых отрезков не превышало десяти процентов от толщины стенок тру.
Константин Кукушкин, мастер-монтажник: О том, что сварка прошла качественно, может говорить высота валика сварного шва.
На хорошем шве валик не должен быть больше 2,5 миллиметров в высоту – если толщина стенки трубы не превышает 0,5 см. Для более толстых труб этот показатель допускается увеличивать до 5 миллиметров.
В любом случае, соединение должно обеспечивать необходимую степень герметичности – это и есть показатель качества проведенных сварных работ.
Итоги
Как было показано выше, существует немало способов соединения труб ПНД. Благодаря своим отличным эксплуатационным качествам и простоте монтажа, такие трубы пользуются широкой популярностью. Делая выбор в пользу того или иного описанного здесь метода, нужно учитывать специфику применения трубопровода.
Источник: http://79w.ru/vodosnabzhenie-i-vodoprovod/komplektuyushhie-i-truby/kak-soedinit-truby-pnd-metody-svarki-i-osobennosti-provedeniya-rabot
Сварка и монтаж труб ПНД

Полимеры проникли практически во все сферы деятельности современного человека. Особо востребован сегодня полиэтилен низкого давления (ПНД). Он занял значительную по объёму нишу в сегменте сантехнического оборудования мирового рынка.
Сегодня из него изготавливается большая часть трубопроводов и к ним трубопроводная арматура. В число достоинств труб ПНД входит лёгкость монтажа, его может выполнить один человек благодаря небольшому весу изготовленных из полиэтилена изделий.
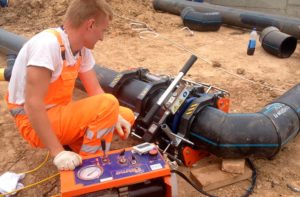
Сварка труб ПНД проводится разными методами
Виды соединений
Соединения ПНД труб бывают следующих типов:
- разъёмные. Во время эксплуатации их можно разбирать. Для создания такого соединения используются стальные фланцы;
- неразъёмные. Разборка в процессе эксплуатации невозможна.
Последний вид соединения производится двумя способами: посредством стыковой сварки полиэтиленовых труб и с помощью сварки полиэтиленовых труб муфтами.
Монтаж трубопровода большого диаметра производится при помощи терморезистивных фитингов, а также путём сварки труб полиэтиленовых встык. В любом случае соединение получается монолитным и, соответственно, очень надёжным.
Если необходимо разъемное соединение, следует применять фланцы
Выполнение стыковой сварки труб ПНД своими руками
Сварка полиэтиленовых труб встык требует применения специального сварочного оборудования. Но упрощение процесса монтажа обусловливает отсутствие необходимости в дополнительных деталях. Использовать такую технологию можно только для ПНД труб одинакового диаметра.
Полезная информация! Стыковая сварка труб ПНД только тогда получится качественной, когда она будет выполнена одним швом. Так обеспечивается равная прочность контакта прилегающих частей труб.
Монтаж, выполняемый по технологии сварки полиэтиленовых труб встык является наиболее универсальным и эффективным. При её использовании сохраняется гибкость полиэтилена по всей длине трубопровода. Этот процесс не создаёт никаких сложностей независимо от предусмотренного проектом типа прокладки трубопровода: открытая укладка труб, традиционный способ либо бестраншейная реновация.
Встык свариваются только трубы одинакового диаметра
Сварка полиэтиленовых труб встык своими руками с помощью нагревательного инструмента выполняется следующим образом:
- сначала концы свариваемых элементов трубопровода установите в центраторе сварочного агрегата;
- после их выравнивания и надёжной фиксации очистите торцы труб от пыли и грязи х/б салфеткой;
- затем обработайте свариваемые поверхности механически с помощью торцующего устройства. Когда получится равномерная стружка, толщина которой не будет превышать 0,5 миллиметра, торцовку прекратите, извлеките устройство и рукой проверьте взаимную параллельность торцов;
- если вы обнаружите, что между свариваемыми поверхностями присутствует зазор, превышающий допустимое значение, операцию торцовки повторите;
- далее при помощи нагревательного инструмента с антипригарным покрытием нагрейте торцы свариваемых труб;
- когда оплавление торцов достигнет высшей фазы, свариваемые поверхности разведите и извлеките из зоны сварки нагревательный элемент;
- сделав это, сомкните свариваемые поверхности и начните равномерно поднимать давление прижима, пока его значение не достигнет требуемой величины;
- шов выдерживайте под заданным давлением определённый промежуток времени.
На заключительном этапе проверьте качество сварки трубы ПНД по внешнему виду грата, а также по высоте и ширине.
Муфтовой способ сварки ПНД труб своими руками
Сварка, выполняемая этим методом, требует наличия специального сварочного аппарата – паяльника, укомплектованного набором специальных насадок. Диаметры насадок соответствуют стандартным значениям этого параметра арматуры.
Сваривать трубы из данного материала можно и при помощи специального паяльника
При муфтовой сварке ПНД труб используются фитинги. Они могут иметь различную конфигурацию: муфты, уголки, тройники. Свариваемыми поверхностями являются части трубы и фитинга. Если работа выполняется своими руками впервые, могут случиться неудачные соединения или перекосы.
Полезный совет! Учитывая вышесказанное, фитинги покупайте с запасом.
Муфтовая сварка может выполняться в стеснённых условиях, там, где осевое перемещение труб ограничено. Нагрев полиэтиленовых компонентов осуществляется контактом с нагретой выполненной из металла сварочной насадкой. В её конструкцию входят 2 свинчивающиеся части.
Внутренняя поверхность фитинга нагревается частью насадки, получившей название дорн. Другая половина называется гильзой. В неё вставляется труба. Для того чтобы вставить насадку в отверстие паяльника, дорн и гильзу необходимо свинтить.
Технология муфтовой сварки предполагает выполнение следующих действий.
Подготовка фитинга и сварочной насадки
Прежде, чем начать соединение, нужно провести некоторые предварительные работы.
- Обрезка трубы специальными ножницами до нужного размера. Выполнить эту операцию необходимо так, чтобы сечение среза было строго перпендикулярным продольной оси трубы.
- Очистка поверхностей, подвергаемых сварке полиэтиленовых частей. Чтобы исключить дополнительное охлаждение, свободные концы труб закрываются пробками.
- Очистка поверхности сварочной насадки от остатков ранее выполненной работы.
Проделав эти подготовительные операции, нагрейте насадку до сварочной температуры. О том, что значение этого параметра достигло необходимой величины, вам просигнализирует индикатор, который установлен на корпусе паяльника.
Для труб ПНД существуют фитинги разной формы и назначения
Полиэтиленовая труба вставляется в гильзу до упора, и фитинг надевают (тоже до упора!) на дорн. Из-за разницы в диаметрах выполнение этих действий потребует от вас приложения определённых усилий. Делать всё нужно быстро, но аккуратно. Ниже приведена таблица времени сварки. В ней содержатся данные о трубах с наиболее востребованными наружными диаметрами.
Таблица 1
| Dнар., мм | Tнагр. секунды | Tсоед., секунды | Tохлажд., минуты |
| 16 | 5 | 4 | 2 |
| 25 | 7 | ||
| 40 | 12 | 6 | 4 |
| 50 | 18 | ||
| 75 | 30 | 10 | 8 |
Здесь: Dнар – наружный диаметр, Tнагр – время нагрева, Tсоед. – время соединения, Tохлажд. – время охлаждения.
Во время ввода трубы и надевания фитинга до упора, избыточный слой их поверхностей расплавляется и выдавливается наружу. В результате на кромках свариваемых деталей формируется так называемый грат – кольцевой валик.
В момент, когда фитинг и труба достигнут упора, надавливание следует прекратить. Это очень важное требование. Его невыполнение приведёт к тому, что соединение будет неудачным. И полагаться на то, что увеличение сопротивляемости продвижению деталей просигнализирует о достижении упора, особо не стоит. Из-за оплавления материала оно возрастет незначительно, и вы его можете не заметить.
Полезный совет! Чтобы не пропустить этот момент, на трубе нанесите фломастером риску.
Заключительный этап представляемой методики, как сваривать трубу ПНД своими руками муфтовым способом, очень важен. Спустя несколько секунд после того, как упор будет достигнут, снимите детали с насадки. Затем вставьте трубу в фитинг так, чтобы она упёрлась в кольцевой валик. Получившуюся сплошную деталь до момента её остывания не подвергайте ударам и прочим резким воздействиям.
Электромуфтовая сварка полиэтиленовых труб
Для реализации соединения такого типа используется муфта, оснащённая закладными электронагревательными элементами. С экономической точки зрения сварка труб ПНД, выполняемая по этой технологии, менее выгодна по сравнению со сваркой встык.
При сваривании электромуфтой внутреннее пространство трубы на стыке не уменьшается
Однако такой способ пользуется большой популярностью благодаря тому, что уровень проходимости труб не снижается, поскольку на их внутренней поверхности грат не образуется. А в ограниченном пространстве, когда разместить габаритный агрегат для сварки не представляется возможным, этому способу альтернативы нет.
Соединение двух труб ПНД в прямолинейный участок производят чаще всего при помощи простой электромуфты. Но для выполнения этой операции пригодны также седловые отводы и электрофузионные тройники.
Ниже пойдёт речь о том, как сваривать ПНД трубы своими руками с использованием именно электромуфт. Кроме рук, вам потребуется электрофузионный сварочный аппарат.
Сварка выполняется полиэтиленовым сварным фитингом.
Этому изделию присущи некоторые особенности. В него встроены специальные спирали, служащие в качестве нагревательных элементов.
Расплавленная от нагретой спирали часть тела фитинга соединятся с пластиком деталей, формирующих трубопровод. При этом спираль навсегда остаётся в монолитном шве.
По такой технологии создаётся соединение высокой прочности. Однако она относительно дорогая. Чаще используется при сборке газопроводов.
На внутренней поверхности муфты расположены спирали, которые нагревают трубы
Проведение электромуфтовой сварки ПНД труб предусматривает выполнение следующих действий:
- с помощью специального резака трубопровод разрезается на части нужного размера;
- очистка от грязи и обезжиривание внутренней поверхности электромуфты и свариваемых поверхностей труб ПНД;
- нанесение на трубы рисок, позволяющих контролировать глубину ввода;
- для исключения дополнительного охлаждения свободные концы трубопровода закрываются заглушками;
- специальными проводами сварочный аппарат соединяют с электромуфтой и нажимают на аппарате кнопку «Старт»;
- окончание сварки осуществляется автоматическим отключением аппарата. Использовать полученное соединение можно не менее чем через час.
Важно! Обязательным условием выполнения качественной электромуфтовой сварки является неподвижность деталей во время процессов разогревания и остывания.
К сварным соединениям предъявляются следующие требования:
- располагаться сварной шов должен не ниже наружного уровня поверхности трубы;
- смещение свариваемых отрезков относительно друг друга не должно превышать 10 процентов от толщины стенки полиэтиленовой трубы;
- высота валика качественного сварного шва на трубах, толщина стенок которых не более 5 мм включительно, должна быть до 2,5 мм. Если соединяются трубы с толщиной стенок 6…20 миллиметров, его высота не должна превышать 5 мм.
Выбирая способ соединения, учитывайте условия эксплуатации создаваемого трубопровода. Только тогда вся система будет функционировать надёжно продолжительный отрезок времени.
Источник: http://TrubaMaster.ru/svarka/svarka-i-montazh-trub-pnd.html
Выполняем сварку труб ПНД своими руками
В самых различных сферах деятельности, где предусмотрена прокладка трубопроводных коммуникаций стали достаточно часто использовать ПНД трубы, которые считаются наилучшей альтернативой металлическим трубам: имеют аналогичную прочность, отличаются продолжительным сроком эксплуатации.
При этом изделия из ПНД имеют огромное преимущество перед металлическими: они имеют гораздо меньшую массу, соответственно с ними легче осуществлять монтажные работы.
Сварка пнд труб может осуществляться множеством вариантов, изучив особенности данного процесса, можно вполне с ним справиться своими руками.
Виды соединения ПНД
Сварка пнд труб предполагает следующие виды соединений:
- Разъемные, которые в период эксплуатации можно демонтировать. Для соединений данного типа применяются фланцы из стали.
- Неразъемные соединения – демонтаж сваренных трубопроводов в эксплуатационный период не предусмотрен.
Второй вариант соединения может осуществляться по двум технологиям: стыковая сварка полиэтиленовых трубопроводов, сваривание труб из полиэтилена с использованием муфт.
Укладка трубопроводных коммуникаций крупного диаметра, выполняется с применением терморезистивных фитингов, стыковым оборудованием для сварки. При использовании любого варианта получается достаточно надежное монолитное соединение.
Для выполнения соединения полиэтиленовых образцов предназначен специальный станок для сварки пнд труб, который может быть разной модификации. Выбор оборудования основывается на таких параметрах: толщина стенок, диаметр используемых труб. В результате это может быть:
- ручной сварочный инструмент;
- специализированный сварочный станок для трубопроводов большого диаметра;
- дополнительные устройства.
Ручной инструмент
Ручным сварочным инструментом возможна сварка труб пнд своими руками, но изделий малого диаметра. Любая модель инструмента предусмотрена для соединения изделий, диаметр которых соответствует установленному диапазону производителем.
Такие аппараты также подразделяются на две основные категории:
- станок сварочный ручной для выполнения сварки встык под давлением;
- сварочный инструмент ручной для сваривания изделий в раструб.
Устройства, предназначенные для раструбного соединения, производятся для образцов, диаметр которых находится в пределах 2-11 см. Они покрываются специализированным антипригарным составом. В комплектацию оборудования входят:
- монтажный инструмент;
- нагреватели, разные насадки;
- струбцина – подставка под прибор;
- металлический ящик, предназначенный для хранения комплектующих элементов аппарата.
Сварочные агрегаты, предназначенные для стыковой работы, применяются для изделий пнд, диаметр которых находится в пределах 2-30 см. Они имеют незначительную массу, достаточно удобны в применении (нагревательные платы меняются легко и быстро).
Сварочный инструмент для труб большого диаметра
Инструменты для сварки пластиковых труб, диаметр которых в пределах 30-40 см, называют сварочными машинами. При помощи таких аппаратов производится высококачественное соединение толстостенных полипропиленовых образцов большого диаметра.
Оборудование предназначено для выполнения следующих вариантов сварки:
- стыковая;
- электромуфтовая.
- в раструб.
Подразделение по принципу работы:
- с гидравлическим приводом;
- с механическим приводом;
- с программным управлением для стыковой сварки.
Несмотря на широкий выбор сварочного оборудования низкого давления для труб из полиэтилена, среди них есть и универсальные, которые применимы для трубопроводов любого диаметра.
Аппараты подобного типа предоставляют возможность выполнять в кратчайшие сроки довольно большое количество соединений.
Все модели сварочных инструментов для изделий из полиэтилена имеют приблизительно одинаковый комплект основных деталей.
Таблица сварки
Дополнительным инструментом для выполнения правильного, высококачественного соединения трубопроводов ПНД существуют различные таблицы сварки. Они определяют необходимые параметры изделий для сварки, температурный режим, механические свойства, временной период плавления/охлаждения изделий.
Все эти моменты при выполнении работ обязательно необходимо учитывать, так как их выполнения будет зависеть надежность, прочностные характеристики сваренных трубопроводных коммуникаций.
Таблица временных интервалов сваривания изделий показывает не только время проведения работ, но под какие диаметры изделий оно характерно.
Сварка встык
Стыковая сварка пнд труб предназначена для образцов диаметром более 5 см. Для этого предназначен специальный сварочный агрегат.
Принцип сваривания изделий: торцы труб предварительно нагреваются, после чего под давлением соединяются. Расплавленный пластик формирует монолитное соединение, не уступающее по прочностным характеристикам цельному изделию.
Сварку труб пнд встык вполне можно выполнить самостоятельно. Перед выполнением сварочных работ необходимо надежно закрепить концы изделий в фиксаторах агрегата, только после этого можно подводить нагревающую плиту.
После достаточного нагревания пластика, то есть до температуры плавления, плитка убирается, и под определенным давлением прижимаются трубы. Когда шов полностью остынет, можно извлекать изделия из фиксаторов сварочного оборудования.
Особенности процедуры соединения:
- Данный вариант сваривания можно применять для труб одинакового диаметра, фитингов.
- Толщина стенок изделий должна быть более 5 мм.
- Диффузную сварку рекомендуется выполнять лишь тогда, когда температура воздуха окружающей среды не менее 15 градусов и не более 45 градусов с плюсом.
- Сварка трубопровода пнд считается очень экономной, так как применяемый для данного типа материала сварочный станок потребляет электроэнергии в сравнении с оборудованием, предназначенным для сваривания металлических труб, намного меньше.
Рекомендации
Устройство для ПНД сварки можно купить в строительном магазине, но если предполагаются разовые работы, то можно его взять напрокат. Большинство строительных фирм предоставляют такое оборудование на определенный период в аренду.
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами.
Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Принцип работы: муфта, присоединенная к трубам, нагревается сварочным агрегатом, концы труб при этом расплавляются. В результате внутреннее давление увеличивается и получается прочная запайка. После полного охлаждения трубопроводную систему можно эксплуатировать.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
- При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
- Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
- Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Рекомендации
Для выбора оптимального параметра силы давления можно воспользоваться специальными таблицами сварки.
Все работы рекомендуется выполнять с первого раза. Это, конечно же, приходит с опытом, как и производительность. Поэтому при выполнении сварочных работ самостоятельно рекомендуется предварительно потренироваться на ненужном (бракованном материале).
Сергей Одинцов
Источник: https://electrod.biz/varim/trub/svarka-trub-pnd-svoimi-rukami.html
Особенности сварки труб из полиэтилена низкого давления, виды сварки ПНД труб

Человек, который затеял либо занимается ремонтом, должен быть хорошо знаком с полимерами. Этот материал широко применяется в сантехнике. Полиэтиленовые (ПЭ) соединения на сегодняшний день являются одними из самых распространенных.
Широко используется как сварка полиэтиленовых труб своими руками, используя аппарат для сварки полиэтиленовых труб, так и в производстве: водоснабжение, канализация и магистрали для химических жидкостей. Точнее, широко применяется именно сварка ПНД труб. Это ПЭ низкого давления или высокой плотности.
Он обладает рядом положительных характеристик, что и делает его таким популярным и постепенно заменяющим такие материалы как чугун, сталь и бетон. Пайка ПЭ труб характеризуется следующими особенностями:
- Возможность многолетней эксплуатации (более 50-ти лет).
- Бесстрашие к коррозии, не боятся агрессивных условий окружающей среды.
- Параметры сварки очень универсальны. Этим пользуются люди, далекие от профессии сварщика и строителя, используя специальное оборудование для сварки полиэтиленовых труб в домашних условиях. Учитывая, что услуги по сварке подлежат оплате, этот вариант для многих людей очень выгодный.
- Относительно демократичная цена.
- Прочность.
- Наличие нескольких технологий пайки ПНД труб.
- Оборудование для сварки ПЭ труб легко в использовании.
- Инструкция по сварке ПЭ труб проста для обычного человека.
- Быстрое время сварки.
- Аппарат для пайки ПНД соединений своими руками относительно недорогой.
- Сварка ПНД труб своими руками безопасна, при соблюдении небольшого ряда условий и правил по технике безопасности.
- Легкий вес.
- Эластичные и не трескаются.
- Подходят для регионов с сейсмической активностью.
- Экологически безопасны.
- Быстрый монтаж.
Почему ПЭ высокой плотности такой особенный?
Полиэтиленовая труба высокой плотности довольно жесткая. Молекулярная связь этого продукта очень крепкая, поэтому изготовление очень прочное. ПЭ низкого давления получают из нефти. Он отличается морозостойкостью, не выделяет вредных веществ в окружающую среду и безопасен для здоровья человека. ПЭ низкого давления инертен с биологической точки зрения и легко перерабатывается.
В зависимости от назначения трубопровод из ПЭ высокой плотности бывает:
- Пищевой (для питьевого водоснабжения)
- Технический (для газоснабжения, канализации, кабелей)
Способы соединения бывают разъемные и неразъемные. По наименованию можно сразу определить в чем разница: разъемные можно разобрать после пайки, неразъемные – нельзя. Последние обычно применяются при необходимости работы с высокими показателями давления.
Сварка ПЭ труб и ее виды
Сварка труб из полиэтилена бывает следующих видов:
- Терморезисторная.
- Муфтовая.
- Сварка встык (стыковая сварка ПНД труб).
- Метод враструб.
Способы, которые чаще всего применяются, указаны в первых двух пунктах. Технология сварки труб ПНД враструб применяется очень редко.
Терморезисторная сварка полиэтиленовых труб
Принцип сварки электромуфтовым способом
Данная технология сварки труб ПНД называется также электромуфтовой. Непосредственный контакт происходит с использованием фитингов (муфт), которые имеют специальных электрический нагреватель.
Сварка полиэтиленовых труб муфтами проводится обычно, если нет возможности произвести соединение встык, если требуется сварка в старом трубопроводе, если нужны отводы в уже действующие трубопроводы. Детали для этого вида соединения довольно дорогостоящие.
Этапы терморезисторного вида соединения:
- Отрезаем элементы нужного размера, очищаем их от загрязнений, жира и прочего мусора.
- Делаем отметки на деталях маркером, чтобы знать границы, до которых нужно вставить готовый элемент трубопровода в фитинг. Элементы, которые не свариваются, но уже подрезаны до нужного размера, лучше защитить специальными насадками от потенциально возможной пыли и грязи.
- Электромуфту нужно связать со сварным устройством через провода, включить его. После нагрева до нужной температуры оборудование для сварки полиэтиленовых труб выключается самостоятельно. И вуаля! Пайка полиэтиленовых труб электромуфтами завершена.
Труба в разрезе после сварки электромуфтовым способом
Муфтовые соединения
Аппарат для пайки ПНД соединений муфтовым способом – это обычный паяльник. Помимо муфт еще используются тройники и уголки. Паяльник имеет специальные насадки различных размеров.
Эти насадки нагреваются, чтобы при контакте с элементом трубопровода или фитингом, их окончания «подплавились» и были готовы для сборки. Насадка паяльника состоит из дорна и гильзы. Дорн нагревает элемент внутри, а в гильзу его вставляют для нагрева внешней поверхности.
Как уже упоминалось выше, технология сварки ПЭ труб проста и пайка ПНД труб своими руками легка в осуществлении.
Ниже перечислим основные правила муфтовых соединений:
- Перед началом работы очистите помещение от мусора и лишних предметов.
- Подготовьте необходимые сварные элементы: подрежьте их до необходимых размеров, очистите от мелкого мусора и грязи.
- На сварном оборудовании должна быть установлена температура сварки ПНД труб. Аппарат для сварки ПЭ труб при достижении необходимой отметки подаст вам сигнал.
- Элемент трубопровода необходимо вставить в гильзу, а фитинг – в дорн физическими усилиями. В процессе вставки элемента и фитинга, лишний расплавленный материал выходит наружу, образуя кольцевой валик. После нагрева элементы необходимо снять с наcадки и соединить до упора в кольцевой валик. Чтобы знать, когда прекратить «надавливание», лучше отметить нужную границу маркером заранее.
- Сварка полиэтиленовых труб большого диаметра требует большего количества времени нагрева, и наоборот.
- Готовое соединение нужно остудить, не подвергая его никаким воздействиям извне.
Стыковая сварка полиэтиленовых труб
Сварка встык полиэтиленовых труб и характеризуется основными особенностями и отличиями. Для нее необходимо специальное оборудование. Эта сварка полиэтилена только низкого давления, трубопровод получается гибким. Этот вид соединения требует мастерства. Важно, чтобы оно получилось только с одним швом, иначе конструкция будет некачественной.
Стыковая сварка полиэтиленовых труб: основные этапы.
- Фиксируем окончания свариваемых элементов в центраторе сварного оборудования, выравниваем их.
- С использованием спирта очищаем концы деталей от жира, грязи и мусора.
- Обрабатываем окончания элементов трубопровода путем торцовки. Торцовка – это технологический процесс механической обработки. Она проводится в целях достижения параллели между двумя деталями. Поэтому, торцевать необходимо до тех пор, пока они не станут полностью друг другу параллельны, без зазоров.
- Сварочная техника используется для нагрева торцов. Сварка полиэтиленовых труб большого диаметра занимает больше времени.
- Нагретые элементы торцами соединяем друг с другом до полного затвердевания (около 5-10 минут), после чего проверяем насколько надежным получился стык.
Внешний вид правильно и ошибочно сваренных встык труб
Ниже приведена таблица сварки ПНД труб в зависимости от диаметра:
| Наружный диаметр(мм) | Времянагревания(сек.) | Времясоединения(сек) | Времяохлаждения(мин.) |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Таким образом, сварка труб ПНД, имеет свои особенности и отличия. Хотя общий принцип аналогичен с полипропиленовыми изделиями и изделиями из пластика. Схожесть также в том, что возможна сварка ПНД труб своими руками, однако всех видов.
Для ПЭ низкого давления больше применима технология сварки полиэтиленовых труб встык. Именно стыковая сварка полиэтиленовых труб требует знаний, особых навыков и опыта специалиста в области данной профессии.
Поэтому стыковая сварка полиэтиленовых труб своими руками, обычно не распространена на практике.
[Всего : 0 Средний: 0/5]
Источник: https://svarkaed.ru/svarka-plastmass-i-polimerov/truby/osobennosti-svarki-trub-iz-pnd.html
Сварка труб ПНД своими руками, технология и инструкции

Сварка труб ПНД своими руками
Сварка труб ПНД своими руками
Полиэтиленовые (ПНД) трубы с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.
Сварка электромуфтовая
Сварка электромуфтовая
Возможно, Вас заинтересует информация-паяльник для полипропиленовых труб своими руками
Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
Принцип метода электромуфтовой сварки
Аппарат для электромуфтовой сварки труб ПНД
Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями.
Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы.
Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.
Соединительные детали для монтажа полиэтиленовых труб
Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой.При этом труба ПНД расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.
Труба в разрезе после сварки электромуфтовым способом
Технология сварки ПНД труб электромуфтой
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Протокол сварки
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.
Стыковая сварка ПНД труб своими руками
Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.
Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.
Внешний вид верно и ошибочно сваренных встык труб ПНД
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
— Стыковая сварка полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки
Соединительные детали для монтажа полиэтиленовых труб
Сварка электромуфтовая
Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД
Источник: https://kanalizaciyaseptik.ru/truby/svarka-trub-pnd-svoimi-rukami.html

