Трубогибы для профильных труб: конструктивные особенности и самостоятельное изготовление
Самостоятельное изготовление трубогибочного станка

При строительстве дома, возведении теплиц на приусадебном участке, навесов, веранд возникает потребность в профильном гнутом прокате. Цена гнутой трубы на рынке дороже прямой. Чтобы избежать ненужных трат, можно изготовить трубогиб ручной своими руками. На таком самодельном станке делают вальцовые трубы овального сечения или гнут трубы с квадратным профилем.
Вальцевание — это пластическая деформация изделий для придания им необходимой конфигурации.
Процесс изготовления
Чтобы сделать трубогибочный станок, нам потребуются:
- Прокатные ролики;
- Болгарка;
- Диск по металлу;
- Сварочный аппарат;
- Уголки или швеллера;
- Линейка.
Часто возникает потребность в изделиях с большим радиусом кривизны, а профильный прокат обладает достаточной устойчивостью к изгибу. Поэтому трубогиб профильных труб отличается от приспособления для сгибания проката круглого сечения.
Чертежи трубогиба
Профильная труба изгибается с помощью трёх роликов, один из которых подвижный, а два стационарно устанавливаются на основании. По конструктивным особенностям трубогибы имеют подвижный или верхний ролик или один из крайних. Над поверхностью основания станка в приподнятом положении закрепляются стационарные ролики.
Сваривают станину, имеющую П-образную конструкцию. В перемычку станины вставляют винт с большим диаметром, на конец которого приваривается третий ролик. Прижимной винт, вращаясь, поднимает или опускает ролик.
Профильная труба, которая прокатывается с помощью ручки, приваренной к одному из стационарных роликов, под действием подвижного прижимного ролика, изгибается. Радиус кривизны изменяется с помощью винта. Самодельный прокатный станок для профильной трубы готов.
Чтобы уменьшить усилия, прилагаемые для проката изделия, два валика соединяют цепью и увеличивают передачу крутящего момента, приваривая к валикам звёздочки от велосипеда. Цепь должна соответствовать размеру звёздочек.
Подвижный крайний валик
В конструкции с подвижным левым или правым валиком часть основания, соединённая с основной станиной петлями из металла, двигается вместе с подвижным роликом.
Высота подъёма регулируется при помощи домкрата, приподнимающего этот край установки. В зависимости от высоты подъёма меняется кривизна профиля.
В этой конструкции движение осуществляется от ручки, приваренной к центральному валику.
Между центральным и другим неподвижными валиками протягивают цепь, которая цепляется за звёздочки, приваренные к этим роликам, для увеличения передачи.
Конструкция и материал
Для основания требуется два сваренных уголка или швеллер. Спинка швеллера и ширина полочек уголков выбираются по размерам профильных труб. Толщина полочек должна быть больше 3 миллиметров. Основное условие надёжности конструкции в её массивном и устойчивом основании.
Чтобы зафиксировать станок, делают отверстия по краю платформы. Для крепления выбирают саморезы с большим диаметром. Надёжно зафиксированное основание не позволит сдвинуться конструкции при значительных усилиях, необходимых для сгибания профиля.
Валец делают из качественной закалённой стали. Эти детали трубогиба и оси, на которых закрепляются ролики, выдерживают основные нагрузки. Чтобы труба не гуляла и не скручивалась при прокате, по краям поверхности роликов делают направляющие валики.
Для унификации конструкции профили роликов делаются ступенчатыми с узкой частью посередине. Это избавляет от необходимости переустановки роликов для проката изделий разного размера.Верхняя часть станины имеет зубчатый профиль, что позволяет выполнять переустановку роликов на разное расстояние, регулируя радиус изгиба.
Мастера собирают трубогибы из недорогих подручных материалов. Ролики или вытачивают и вставляют подшипники, или насаживают кольца из труб на втулки. Подойдут втулки от велосипедных колёс.
Особенности вальцевания
Для уменьшения трения скольжения применяются подшипники. Но если трубогиб нужен изредка, не стоит заморачиваться с его изготовлением. В качестве держателей используют уголки или швеллера, сверлят дырки для осей держателя.
Ось с валком пропускают через отверстия в швеллере и закрепляют, заваривая. Во время работы на таком станке придётся смазывать литолом трущиеся поверхности. Этот способ подойдёт для кустарного изготовления беседок и теплиц.
Дополнительно для улучшения передачи используется велосипедный способ передачи крутящего момента. Для этого на станине закрепляют звёздочку и к ней приваривают ручку, приводящую в движение валики. Цепь пропускается через звёздочку, передавая и усиливая крутящийся момент за счёт увеличения рычага.
Механизация станка
При постоянном использовании приспособления работу станка механизируют. Применяют моторы, работающие на низких оборотах. На самодельном трубогибе не согнуть профиль за один заход, для этого требуется много сил. Поэтому прокатывают изделие несколько раз для получения нужной кривизны.
Поначалу удаётся изогнуть профиль на небольшой радиус при прокате в одну сторону, затем трубу достают из валков и запускают в трубогиб другим концом. Такая методика необходима для получения ровного гнутого проката.
Таким способом прокатывают трубунесколько раз при одном положении валков. Затем переустанавливают ролики и процесс продолжается, пока изделие не приобретёт необходимый радиус изгиба.
Для того чтобы получить прокат с одинаковой кривизной, делают градуировку, с помощью которой отмечают, на какую высоту переустанавливался ролик, и записывают, сколько раз выполнялся прокат изделия в разных положениях.
Незначительные отличия кривизны, конечно, при этом способе имеются. Сложность работы заключается в отсутствии нужной шкалы. А методом проб и ошибок можно испортить много материала.
Самые распространённые — это проминание с уменьшением диаметра и растягивание металла на сгибе с изменением толщины изделия и потерей прочности.
Способы сгибания
Первый способ — гнуть прокат при помощи сварочного аппарата. С одной стороны изделия делают надрезы на одном расстоянии от 15 до 30 миллиметров. Расстояние между надрезами будет зависеть от толщины металла и размеров проката, а также требуемой кривизны.
Затем трубу сгибают дугой. Чтобы изгиб не изменился, края фиксируют приваренным прутом, заваривают разрезы, шлифуют и покрывают антикоррозионными смесями.
Второй способ — в использовании шаблона на тонкостенных трубах, которые можно согнуть своими руками.
- Вырезают шаблон из листов фанеры или ДСП.
- Закрепляют при помощи струбцины на поверхности стола.
- На верстаке около шаблона делают от восьми до десяти отверстий.
- С одной стороны трубы делают отверстия для крепления к верстаку.
- Трубу плавно изгибают, добиваясь нужной кривизны.
Ещё один вид шаблона делают на земле. Трубные околыши длиной больше половины метра забиваются в землю на определённом расстоянии для формирования будущей дуги.
Ещё два кола для упора чуть в стороне, ненамного дальше, чем ширина трубы. Вставляют профиль в один из колышков и гнут в сторону дуги.
Гнутьё — тяжёлая работа, такому простому методу изменения кривизны поддаются гибкие тонкостенные изделия.
Источник: https://ObInstrumentah.info/samostoyatelnoe-izgotovlenie-trubogibochnogo-stanka/
Трубогиб для профильной трубы: особенности конструкции и самостоятельное изготовление
В этой статье мы расскажем о том, как самому сделать трубогиб для профильной трубы с применением доступных материалов. Кроме того, мы рассмотрим конструкционные особенности, объединяющие все чертежи трубогиба для профильной трубы.
Но, для начала мы определимся с особенностями эксплуатации устройства.
Трубогиб заводского производства
Не секрет, что профильная металлическая труба является необходимым конструкционным материалом для устройства таких объектов как теплицы, дачные беседки, навесы и т.д.
Разумеется, приобрести готовые б у или новые металлоконструкции из гнутого профиля несложно, но цена такой покупки будет высока. Можно попробовать изменить конфигурацию полого металлопроката своими руками. Но, это приведёт к деформации изделия, а точнее к сминанию его стенок.
Решением этой проблемы станут самодельные трубогибы для профильной трубы. Почему именно самодельные? Причина выбора самодельного устройства очевидна — дело в том, что правильно изготовленный своими руками станок будет на порядок прочнее и долговечнее ассортимента недорогих приборов, представленных в продаже.
Принцип действия устройства прост: полый металлопрокат с прямоугольной или круглой формой поперечного сечения закладывается между валами, положение которых изменяется в соответствии с требуемым углом изгиба. Далее валы приводятся в движение, за счет чего труба прокатывается и искривляется требуемым образом.
Особенностью всех трубогибочных станков является то, что механическая нагрузка на заготовку распределяется постепенно и одинаково в разных точках, за счет чего не происходит сминание стенок.
Конструкция трубогибочных станков
Сложный в исполнении прибор для качественной обработки металлического профиля
Чертежи ручного трубогиба для профильной трубы могут отличаться в зависимости от типа устройства и его конструкционных особенностей.
Обязательными элементами в конструкции модификаций с ручным или гидравлическим приводом являются:
- рама (станина) на которой крепятся все компоненты;
- нижняя и верхняя планка;
- два или более трубных упора;
- валы;
- гидроцилиндр или ворот, снабжённый рукоятью.
Рама, на которой крепятся все компоненты, может быть двух типов:
- закрытый тип характерен для устройств заводского изготовления;
- открытый тип за счет простоты устройства, характерен для большинства самодельных устройств.
Важно: Инструкция эксплуатационного обслуживания устройств с открытой рамой на порядок проще, чем проведение аналогичных операций на раме закрытого типа. Но во втором случае эксплуатация безопаснее, так как открытые подвижные компоненты практически отсутствуют.
Технологические особенности
Отдельно следует отметить форму, которой отличаются валы для трубогиба профильной трубы. Если при работе с трубами с круглым поперечным сечением используются валы со скруглённой выемкой, то гнуть профильный прокат можно применяя валы с соответствующей конфигурацией выемки (см.также статью «Фитинги на металлопластиковые трубы – обзор основных вариантов и их особенностей»).
Впрочем, учитывая то, что профильный прокат при сгибании не предполагает необходимости в поддержке боковых стенок, можно использовать валы, ширина которых будет в разы больше ширины профиля, что по понятным причинам невозможно при обработке круглых труб.
Тонкости самостоятельного изготовления
Чертеж установки с электроприводом
После того как мы рассмотрели принцип действия и особенности устройства, пора определиться с тем, как самостоятельно изготовить трубогибочный станок для профильной трубы.
Для того чтобы собрать простой ручной трубогиб профильной трубы потребуются следующие инструменты и материалы:
- сварочный аппарат;
- струбцины;
- УШМ «болгарка» с дисками для резки металла;
- угольник и рулетка;
- обрезки стального швеллера или уголка (размер подбирается в соответствии с типоразмерами труб);
- большой болт и гайка с соответствующей резьбой (оптимальным решением станет ворот, целиком снятый с ненужного ручного пресса);
- 6 крупных одноразмерных подшипников;
- толстостенная труба с внешним диаметром, соответствующим внутреннему диаметру подшипника;
- ненужный стальной шатун с звездочкой от велосипеда;
- дополнительная велосипедная звездочка с заднего колеса;
- велосипедная цепь.
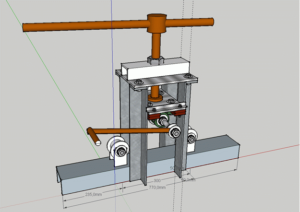
После того как все инструменты и материалы заготовлены, можно приступать к работе. В качестве примера мы будем использовать следующий чертеж самодельного трубогиба для профильной трубы.
Чертеж основных узлов установки
Инструкция сборки несложная и состоит из следующих этапов:
- Из швеллера нарезаем заготовки для изготовления горизонтальной станины и свариваем их в прочную раму. Если есть цельная металлическая пластина соответствующих типоразмеров, можно существенно упростить и ускорить монтаж.
- Из швеллера нарезаются заготовки для вертикальных направляющих и свариваются в подобие «П»-образной гильотины. Вертикальные направляющие привариваются к станине как это продемонстрированно на чертеже.
- На следующем этапе к станине привариваются подшипники. Если есть подшипники такой конфигурации как это показано на чертеже, можно применить не сварное, а болтовое соединение.
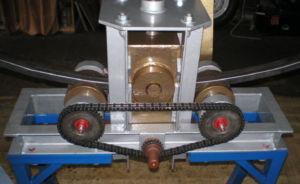
На фото — трубогиб в стадии сборки
- В верхней перекладине вертикальных направляющих высверливается отверстие под ворот. Поверх отверстия приваривается предварительно отцентрованная гайка.
- В отверстия закрепленных на станине подшипников вставляется труба, обрезанная таким образом, чтобы с каждого края оставался конец по 2-3 см. Трубы прихватываем сваркой, чтобы они проворачивались вокруг своей оси, но не ходили из стороны в сторону.
- Далее собираем из подшипников, обрезков трубы и швеллера верхний узел, который по направляющим будет опускаться вниз и оказывать давление на искривляемую трубу. Верхняя плоскость этого узла предназначена для того, чтобы в нее упирался конец ворота и давил на весь узел, придвигая его к станине.
Готовый аппарат в процессе эксплуатации
- Два подшипника закреплённых с одной стороны станины оснащаем звездочками, которые привариваем к концам труб.
- К одной из звёздочек крепим велосипедный шатун с осью педали, который будет выполнять функцию ручки.
- Между звёздочками натягиваем цепь и аппарат готов к эксплуатации.
Важно: Мы специально не указывали точных типоразмеров так как такие установки изготавливаются из того что есть под рукой. Впрочем, постарайтесь, чтобы толщина используемого металла была не меньше 2-3 мм.
Вывод
Теперь вы знаете, как сделать ручной трубогиб, который можно будет применить по хозяйству. Больше полезной информации вы сможете найти, посмотрев видео в этой статье (см.также статью «Фитинги для стальных труб – разбираем все особенности»).
Источник: https://gidroguru.com/instrumenty/365-trubogib-dlya-profilnoj-truby
Самодельный трубогиб для профильной трубы – схема, чертежи, видео

Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт.
Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево.
Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкратаЧтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.
После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Валы для трубогиба Шестерни и подшипники Каркас станка Конструкция прижимного вала
Подвижная площадка прижимного вала Установка валов Цепь с натяжителем Вид в сборе
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями.
На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий.
Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Источник: http://met-all.org/oborudovanie/prochee/trubogib-dlya-profilnoj-truby.html
Трубогиб для профильной трубы своими руками: самодельные варианты

Профильные трубы используются в качестве материала не реже, чем круглые. Выполняя монтажные работы с ними, также приходится резать, гнуть, точить, варить. Без соответствующей оснастки в такой работе не обойтись никак.
Купить готовые приспособления монтажника получается не всегда, часто приходится делать оснастку самостоятельно. Например, изготовить трубогиб профильной трубы своими руками вполне по силам каждому.
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента. Посмотрите — может вам вообще не придется сооружать трубогиб.
Правда, следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более, когда требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком.
Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу.
На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты – трубогибы – предоставляют более широкие возможности по операциям сгиба. Работа с трубогибом практически не ограничивает потребностей конструкторов, использующих в работе профильные трубы.
Такой выглядит одна из многочисленных конструкций трубогибов ручного действия. Инструмент существенно облегчает работу на сгиб и позволяет обрабатывать усиленные профильные трубы
Гнуть можно изделия разных размеров, но с учётом всевозможных технических характеристик. Многообразие модельного ряда трубогибов профильных труб позволяет делать работу любой сложности.
Конструкция #1 — ручной трубогиб
В целом конструкция инструмента достаточно проста, а это значит – доступна для исполнения неподготовленному человеку. Самостоятельно делают не только малогабаритные мобильные конструкции ручного действия, но также стационарные системы, оснащённые электрическим приводом.
Для частного применения больше актуальны ручные модели. К тому же изготовление приспособлений ручного действия обходится несколько дешевле.
Небольшое число комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие устройства самостоятельно. Большую часть деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного устройства, пригодная для изготовления трубогиба, выстраивается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Инструмент действует по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполняются из металла, в том числе ролики опорные и упорный. Между тем часть компонентов (те же ролики) допускается изготавливать из других материалов. К примеру, есть самодельные конструкции с роликами из древесины.
Материал рабочих элементов – это показатель, определяющий, с какими трубами (по толщине стенок и твёрдости металла) может работать трубогиб.
Конструкция #2 — механизированное мощное устройство
Ряд самодельных конструкций не ограничивается только лишь инструментом ручного действия. Умельцы создают самодельные трубогибы, которые впору сравнивать с промышленным оборудованием.
Детали для таких систем легко отыскать среди хлама технических предприятий или можно дешево купить на рынке.
Механизированный мощный трубогиб, сделанный своими руками. В качестве комплектующих элементов взяты детали от технических машин разного назначения. Станок работает от электричества
Усиленные трубогибы профильных труб оснащаются электрическим приводом. На таких «станках» без особых сложностей сгибаются профили разного сечения, имеющие толщину стенки в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- раму, сваренную из швеллеров;
- два металлических прокатных ролика;
- три передаточных шестерни;
- цепь металлическую;
- редуктор и электродвигатель с механизмом ременной передачи.
Прокатные ролики установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, связанные металлической цепью. Главный крутящий момент цепная передача получает от редуктора, который, в свою очередь, вращается валом электродвигателя. Валы электродвигателя и редуктора через шкивы объединяются ремнём.
Процесс сгибания толстостенной профильной трубы на станке промышленного изготовления. В качестве привода используется электродвигатель.
Радиус сгиба регулируется винтом вручную
Редуктор в схеме станка исполняет значимую роль – высокий крутящий момент вала электродвигателя редуцирует в низкий крутящий момент, передаваемый шестерням опорных роликов.
Поэтому нет необходимости устанавливать на аппарат мотор с малыми оборотами. Здесь подходит электродвигатель стандартной конфигурации на 960 – 1500 об./мин.Все детали конструкции монтируются на металлической раме, изготовленной из обрезков швеллера. Крепление деталей к раме выполнено простым способом – болтами или сваркой. Для установки подобного станка всегда найдётся место на дачном участке, во дворе частного дома, в гараже под личный транспорт.
Конструкция #3 — гидравлический вариант трубогиба
Установка с электрическим приводом – это действительно мощная машина. Но ещё более мощной выглядит конструкция, оснащённая автомобильным домкратом.
Схематика такой гидравлической установки – непревзойдённая простота. Но при этом характеристики приспособления впечатляют. С помощью этой машины гнутся профильные трубы, которые не всегда удаётся согнуть даже трубогибу с электроприводом.
Удачный пример трубогиба гидравлического действия под обработку профильной трубы. Здесь в качестве силовой гидравлики применяется обычный автомобильный домкрат
Пошаговый инструктаж на сборку гидравлической конструкции самодельного трубогиба для профильных труб начинается с подборки деталей. Слесарю потребуются следующие из них:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
На швеллерах все детали крепятся болтовыми соединениями. Два верхних швеллера соединяются один с другим через петлевой замок. При этом один из швеллеров жёстко закреплён к основанию, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, исходящая с одной стороны подшипникового узла, соединяется с рукояткой подачи через металлическую втулку. Соединение фиксируется штифтом.
Схема инструмента для сгибания профильных труб, где используется автомобильный домкрат.
1,2,3 – металлический швеллер; 4 – упорный и опорные ролики; 5 – соединительная петля; 6 – автомобильный домкрат
Принцип действия конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса сгиба.
Если в предыдущих установках для регулировки использовался ходовой винт, передвигающий опорный ролик по вертикальной оси, здесь работу ходового винта исполняет «плавающий» швеллер, который перемещается штоком домкрата. Такая система требует для сборки даже меньше ресурсов, чем конструкция с электроприводом.
Инструктаж по использованию трубогибов
Технология сгиба профильной трубы не требует особых навыков. Но, в зависимости от используемого типа трубогиба, процедура сгиба может сопровождаться определёнными нюансами.
Для понимания разберём пример работы с ручным трубогибом, оснащённым винтом регулировки радиуса сгиба:
- Профильная труба обрезается по требуемому размеру.
- Упорный ролик трубогиба устанавливается в стартовую позицию.
- Профиль помещается в пространстве между роликами (упорный по верху трубы, опорные снизу трубы).
- Регулировочным винтом упорный ролик прижимают к трубе с некоторым усилием.
- Рукояткой подачи профильная труба коротким ходом перемещается вперёд-назад.
Короткий ход трубы и прижим регулировочным винтом выполняются до получения требуемого радиуса сгиба.
Начинающему слесарю желательно пройти своеобразный инструктаж, прежде чем начинать работу с трубогибом.
Устройство простое в действии, но всё равно требует понимания процесса
Подобный инструктаж применим также для трубогибов профильных труб, конструкция которых сделана на основе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными приводами.
Полезные советы «первопроходцам»
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы.
Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным.К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба.
Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы.
Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Выводы и полезное видео по теме
Из видеоролика вы можете узнать, как выглядит самодельный трубогиб на станине.
Работать с трубами профильной формы приходится достаточно часто в условиях ведения домашнего или дачного хозяйства. Поэтому присутствие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, инструмент этот несложно изготовить самостоятельно. А сделав такую конструкцию, её легко освоить и периодически применять.
Источник: http://sovet-ingenera.com/santeh/tools/kak-soorudit-trubogib-profilnoj-truby-svoimi-rukami.html
Трубогиб для профильной трубы: особенности, виды и изготовление своими руками
Сгибание профильных труб представляет собой сложный процесс, выполнить который невозможно без особого оборудования.
Для этого используется трубогиб, который может отличаться по принципу работы, материалам, размеру и конструкционным особенностям. Использование специального оборудования потребует определенного опыта работы.
К тому же серийный трубогиб для профильной трубы обойдется дорого. Для самостоятельной гибки профильных труб можно сделать специальное оборудование своими руками.
Особенности, применение и виды
Трубогиб для профильной трубы отличается от обычного станка для изгибания труб. Это связано со стойкостью профиля к изгибающим нагрузкам, а также необходимым радиусом изгиба. Поэтому конструкция должна иметь три ролика, два из которых должны быть расположены в постоянных местах, а один оставаться подвижным. Подвижный ролик позволяет изменять радиус гибки профильных труб.
Такая конструкция должна быть рассчитана на определенные размеры заготовок, материалы профильной трубы, необходимые усилия. При изготовлении станка необязательно делать его универсальным. Рекомендуется определить целевое назначение трубогиба, и изготовить его на основе этих показателей.
По типу привода устройства разделяются на такие виды:
- Гидравлические. Такие трубогибы могут быть ручными и стационарными. Использование таких устройств позволяет изгибать детали, диаметр которых не превышает 8 см. Такие трубогибы активно используются на производствах.
- Электромеханические. Могут использоваться для работы с любыми видами и диаметрами профильной трубы. Такие устройства оборудованы электроникой, которая помогает точно рассчитать угол изгиба и необходимые усилия нажатия.
- Ручные. Применяются для гибки конструкций небольшого диаметра.
По способу изгиба конструкции разделяются на такие виды:
- Сегментные. Оснащаются особым механизмом, который дает возможность протаскивать и при этом перегибать трубу под необходимым углом.
- Арбалетного типа. Является особым изгибающим элементом.
- Пружинные конструкции. Такие механизмы оснащаются пружинами. С их помощью можно гнуть не только профильные трубы, но и пластиковые конструкции.
Вне зависимости от вида, трубогибы позволяют наиболее качественно и аккуратно изогнуть профильные трубы под нужным углом. Это самый надежный способ создания конструкций сложной формы. Другие методы изготовления сложных конструкций из профильной трубы и их недостатки:
- Болты и винты. Такое соединение не всегда способно обеспечить необходимый показатель надежности конструкции. К тому же вибрационные нагрузки способствуют быстрому разрушению таких соединений.
- Сварка. Такой метод соединения оказывает чрезмерное тепловое воздействие на материал, разрушая его структуру. Поэтому для надежного соединения профильной трубы с помощью сварки требуются услуги профессионального мастера.
- Клеевые соединения. Обладают невысокой стойкостью к механическим нагрузкам.
Устранить перечисленные недостатки различных методов соединения профильной трубы в сложные конструкции можно при сгибании заготовки необходимым образом. При этом необходимо точно дозировать скорость сгибания и механические нагрузки. Для этого лучше всего использовать специальный трубогиб, изготовить который можно и самостоятельно.
Особенности конструкции
Чтобы сделать трубогиб для профильной трубы своими руками, рекомендуется использовать уже готовые чертежи. Это упростит процесс изготовления трубогиба, а также обеспечит точное совпадение размеров. Такие конструкции могут быть разного типа и изготавливаться из различных материалов. В домашних условиях чаще всего изготавливается трубогиб фронтального типа. Он состоит из таких элементов:
- приводная цепь;
- металлические ролики;
- оси вращения;
- металлические профили для изготовления рамы;
- механизм, приводящий в движение устройство.
В некоторых случаях устройство может включать в себя деревянные или пластиковые ролики. Такие ролики можно использовать только, если требует изгибать профильные трубы невысокой прочности и диаметра. В противном случае ролики просто не выдержат нагрузку. Поэтому материалы для изготовления конструкции необходимо выбирать на основании прочности и диаметра заготовок.
Для изготовления самого простого и при этом удобного в использовании станка потребуются такие элементы:
- домкрат;
- металлические профили;
- прочные пружины;
- три металлических ролика;
- цепь;
- соединительные элементы.
Особенности изготовления трубогиба для профильной трубы можно найти в видео:
Технология изготовления
Чтобы изготовить трубогиб для профильной трубы своими руками, нужно точно следовать технологии. Для изготовления станка нужно выполнить такие процедуры:
- Изготовить качественный, прочный и надежный каркас. Для соединения элементов лучше всего использовать сварку. В случае отсутствия необходимого оборудования могут применяться и болты.
- По чертежу следует установить оси вращения и валы. При этом два вала нужно расположить выше третьего. В зависимости от необходимого радиуса изгиба профильной трубы, выставляется и соответствующее расстояние между осями валов.
- Для приведения в действие трубогибочного оборудования используется цепь. При этом необязательно использовать новую цель. Ее можно взять от старого мотоцикла, автомобиля или даже велосипеда.
- Дополнительно требуется ручка, которая создает крутящее усилие. Ее нужно присоединить к одному из валов.
Основные этапы изготовления:
- На прижимном валу следует поместить шестерни, кольца и подшипники, соединить которые между собой следует шпонкой. Крайне важно, чтобы чертеж устройства разрабатывал опытный мастер. Поэтому лучше использовать уже готовую схему или заказать чертеж. Также лучше доверить токарю выточку вала, обоймы для подшипников и роликов. Наиболее удобным устройством является трубогиб с тремя валами, один из которых устанавливается на пружинах, а остальные – по бокам.
- В кольцах делаются отверстия, необходимые для нарезания резьбы.
- Изготовление полки, в которой также необходимо сделать отверстия и нарезать резьбу для дальнейшего монтажа прижимного вала.
- Предварительно подготовленные элементы собираются в готовую конструкцию. Для соединения элементов используется сварка и болты. Сначала собирается каркас, который также является и ножками устройства.
- Монтаж полки и прижимным валом. Для этого используются пружины. После чего на устройство устанавливаются боковые опоры вала. На один из них следует закрепить ручку.
- Осталось только установить домкрат на конструкцию.
Особенности проведения монтажных работ зависят не только от вида необходимого оборудования, но и от наличия необходимых элементов. При изготовлении трубогиба в домашних условиях можно использовать элементы, которые уже есть в наличии, чтобы удешевить готовую конструкцию. К примеру, можно взять цель от старого мотоцикла или неиспользуемый автомобильный домкрат.
Основные этапы изготовления станка
- Изготовление основания устройства с использованием достаточно толстого металлического профиля.
- Монтаж верхней части, которую необходимо прикрепить к металлическому навесу.
- Монтаж ножек, высота которых должна составлять примерно 40 см. Для соединения ножек и основной конструкции лучше всего использовать сварку.
- По бокам самодельного устройства следует подготовить место для монтажа валов. При этом расстояние от центрального до бокового вала должно составлять примерно 40 см.
- По бокам изделия необходимо закрепить ограничители, которые будут использоваться для надежного крепления профильной трубы при изгибе.
- Средний подшипник должен быть установлен выше двух остальных на 15 см. Он дополнительно закрепляется уголком.
- Монтаж ручки, на которую рекомендуется установить вращающуюся трубку. Это позволит сделать работу с конструкцией более простой и комфортной.
- Фиксация гидравлического домкрата, который будет использоваться для деформации профильной трубы. Для монтажа домкрата лучше всего использовать болтовое соединение.
Готовый гидравлический трубогиб
Такой вариант трубогиба отличается высокой функциональностью и универсальностью.
При этом для его изготовления могут использоваться простые и доступные материалы. Для повышения срока службы рекомендуется покрасить готовый станок, чтобы защитить его от коррозии, а также придать аккуратный и презентабельный внешний вид.
Изготовление самого простого трубогиба
Для неопытных мастеров описанные конструкции могут показаться сложными в исполнении. В таком случае необязательно покупать готовый трубогиб или заказывать изделие у профессионала. Для домашнего использования можно изготовить и более простую конструкцию.
Такой трубогиб может применяться для гибки алюминиевых и медных профильных труб. Он обладает достаточной эффективностью, однако не может использоваться для изделий большой толщины или для стальной профильной трубы.
Он представляет собой деревянную конструкцию. Из дерева нужно вырезать полукруг, размер которого необходимо подбирать на основании необходимого радиуса изгиба профильной трубы. Его нужно расположить неподвижно на любой удобной поверхности. Справа от него необходимо установить упор, с помощью которого будет крепиться заготовка.
С помощью такого самодельного изделия выполнять деформацию профильной трубы чрезвычайно просто. Профиль необходимо поместить в отверстие между шаблоном и упором, после чего нужно надавить на свободную часть профиля, чтобы изогнуть его до нужной формы.
Источник: https://viascio.ru/materialy/truby/trubogib-dlya-profilnoj-truby

